由于薄箔的微渗透性和生产环境,在生产过程中不可避免地会出现针孔。传统的方法是在复卷过程中安排人工检查这些针孔;然而,由于人眼疲劳、人眼分辨率有限、人工成本高,无法对箔片进行100%的目视检查。为了检测这些缺陷,很多铝箔厂家都使用自动检测仪。
【检测原理】
视觉系统输出的不是图像或视频信号,而是经过运算处理后的检测结果(如缺陷、尺寸等)。通常,机器视觉检测是用机器代替肉眼进行测量和判断。首先,利用CCD相机将捕捉到的目标转换成图像信号,送到专用的图像处理系统,根据像素分布和亮度、颜色等信息转换成数字信号。
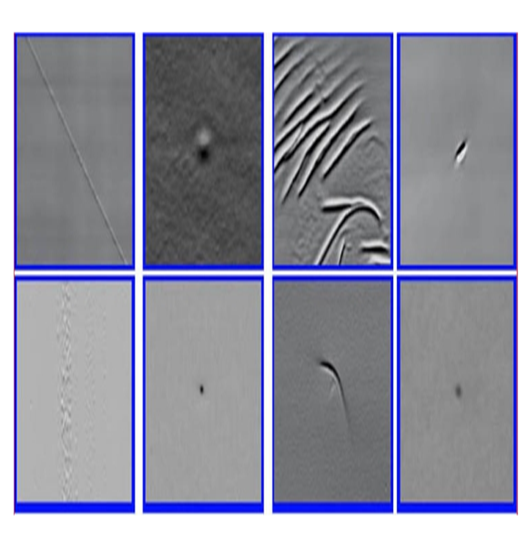
【瑕疵类型】
针孔、洞眼、焦印、杂质、擦伤、刮伤、凸点、凹坑等铝箔加工过程中的常见的瑕疵缺陷。
【检测精度】
检测精度:可达0.5mm
检测宽度: 100-3000mm(可调)
【检测方式】
正/反面检测,可根据企业客户产品特点选择1工位或者多工位。铝箔表面检测和铝箔针孔检测打光方式不同,铝箔表面瑕疵检测采用正面打光,铝箔针孔检测采用背面打光。
【数据记录】
保存每班次生产记录到数据库,可供查询、打印

【设备优势】
1、深度算法:可以根据不良品综合多维度的边界特征,进行训练,做到很多传统算法不能做到的检测项目,不断提高检测精度;
2、缺陷标识:发现瑕疵时可进行声光报警,同时产品幅面边缘可以进行自动标记,提示及时修复,避免大量缺陷产品的产生;
3、信息打印:在检测到瑕疵时系统会自动统计出当前瑕疵的图像、面积、位置、大小等信息,同时可连接打印机选择打印信息;
4、数据库管理:可以对生产的每卷材料进行精确的质量统计,详细的缺陷记录和统计为生产工艺及设备状态提供了方便,有效保证产品质量;
5、系统联动:当系统检测到疵点时进行声光报警,也可在系统中加入其它连锁I/O输出;
6、统计分析:功能丰富的OA软件,具备存贮、报警、统计分析、报表等功能;