焊点缺陷检测一直以来是很多地方都用的到,但是有的对焊点是有要求的。不能过大、不能芯线部分外漏等等一些瑕疵。所以我们今天就来看看机器视觉来地带人工实现焊点缺陷检测。
【检测内容】
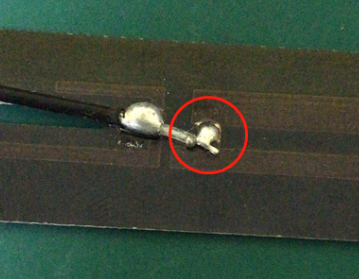
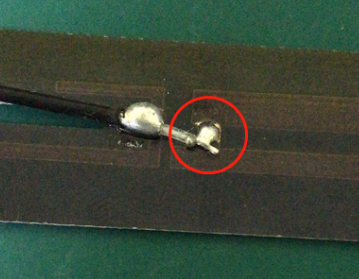
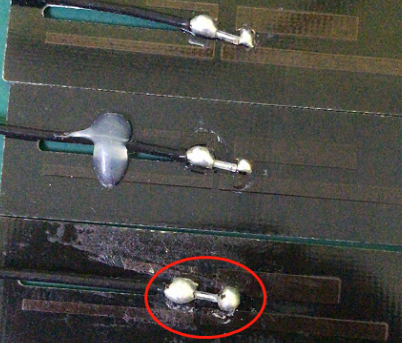
无焊点、 焊点过大、 芯线部分外漏、芯线未焊住、没有芯线、焊点或芯线偏移
【检测指标】
主要性能指标:X方向测量范围0~7mm,Z方向范围0~5mm,精度±3μm,重复精度1μm。
【检测原理】
利用激光三角反射原理,激光束被放大成一条激光线投射到被测物体表面上,反射光透过高质量光学系统,投射到成像矩阵上,经计算得到传感器到被测量表面的距离(Z轴)和沿着激光线的位置信息(X轴),移动被测量物体或者轮廓仪探头,就可以得到一组三维测量值。
【检测步骤】
轮廓仪固定,伺服机构预先设置好检测位置,到达检测位置后触发轮廓仪取像,内置算法分析产品为缺陷或者良品,输出OK或者NG信号。