许多制药厂商采用自动化方式进行前期生产、后段包装,以及包装之后的检测过程,以减少因人工检验而导致的低效率和巨额的人事和管理成本。为了达到质量要求,许多厂商结合机器视觉系统及自动化机(生产线机器),通过图形分析、颜色辨识、条形码辨识以及字符检测,以实现最高质量及最高效益的生产线流程。

近年来,各地制药厂商渐渐转型,部署全自动化生产线。其中,液态药瓶生产制造及检测过程历经层层关卡,借助机器视觉系统,总体检测效率及检测准确性都较以往的人力大幅提高。能够在高速运转的生产线上捕捉到每个经过药瓶的图像,然后经过后端图像软件分析,进行良品/不良品筛选,同时也可以记录图像数据,以便后序可以快速且精准地查询、追溯和检索品项。
液态药品装瓶后,通常需要经过个检测环节,来判断药液装瓶是否够量、瓶口是否有破损、瓶盖是否压装到位,以确保药量正确、药瓶封装完好,以及瓶内的真空度正常。
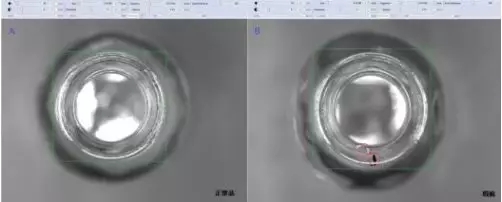
1、瓶口瑕疵或缺损
空药瓶在运送过程中难免会碰撞缺损,为避免瓶内有碎玻璃混进以及之后瓶盖无法密合,在填装药液之前,可运用工业相机进行 垂直进行瓶口检测,第一步筛选过滤有缺损或破碎瓶口的空药瓶。
2、瓶口封盖及液体位置检测
当药瓶经过自动化机器填充完液体药品后,便直接封口。一般医疗用药液(如药剂瓶)会有内塞先封住瓶口,接著再使用機器將外盖(鋁蓋)內壓密合,以确保瓶内药液不受污染或变质。
3、贴标/标码检测及字符辨识
而除了药瓶检测,许多制药商会在药瓶瓶身或瓶盖上贴上或嵌入卷标号码、日期或相关的药品名称。